
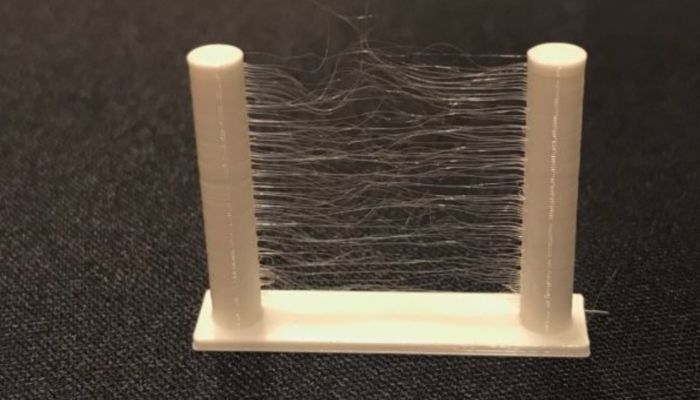
عندما يتعلق الأمر بالطباعة ثلاثية الأبعاد، كما هو الحال مع أي عملية تصنيع، فمن نافلة القول إن المستخدمين لن يكونوا دائمًا راضين تمامًا عن النتائج. غالبًا ما يحدث، نظرًا لظروف مختلفة، أن الجزء المطبوع ثلاثي الأبعاد لا يلبي التوقعات تمامًا وبالتالي قد لا يكون قابلاً للاستخدام. إحدى هذه المشاكل هي ما يعرف بالتوتير في الطباعة ثلاثية الأبعاد. كما يوحي الاسم بالفعل، ينتج عن الوتر خيوط بلاستيكية رفيعة للغاية وغير مقصودة من الجزء، تذكرنا بشبكة العنكبوت. هذه السلاسل القبيحة هي مشكلة طباعة ثلاثية الأبعاد شائعة. علاوة على ذلك، لا توجد حاليًا تطبيقات آلية يمكن استخدامها لإزالة هذه الخيوط، لذلك يجب القيام بذلك يدويًا أو بدلاً من ذلك باستخدام الحرارة. أضف إلى ذلك حقيقة أن هذه الخيوط يمكن أن تحدث بكميات كبيرة، اعتمادًا على الجزء، من الآمن أن نقول إن عملية الإزالة يمكن أن تكون معقدة للغاية. لقد نظرنا عن كثب إلى التوتير أثناء الطباعة ثلاثية الأبعاد وشرحنا كيف يحدث وما يمكنك فعله حيال ذلك.
يزدهر استخدام الطابعات ثلاثية الأبعاد مع الابتكارات اليومية تقريبًا، لذلك غالبًا ما لا مفر من ظهور تحديات أيضًا فيما يتعلق بهذا الأمر. يحدث التوتير بشكل أساسي عند استخدام الخيوط، فالأوتار هي في الأساس خيوط خيوط ذائبة رفيعة تستقر في أماكن أخرى غير المفترض أن تكون على الكائن المطبوع ثلاثي الأبعاد. يمكن أن يحدث هذا عادةً بسبب الإعدادات غير الصحيحة، بحيث يستمر الفتيل في التنقيط من الفوهة على الرغم من أن الطارد على وشك الانتقال إلى موقع آخر لمواصلة الطباعة ثلاثية الأبعاد FDM.

إليك كيف يمكنك تصور العملية: إذا سبق لك استخدام مسدس الغراء الساخن، فمن المحتمل أنك لاحظت أنه حتى بعد التوقف عن الضغط على مسدس الغراء الساخن، فإنه لا يزال ينتج المزيد من الغراء الذائب. هذا بسبب وجود ضغط كبير داخل البندقية. يمكننا أيضًا تطبيق هذا على تأثير التوتير في الطباعة ثلاثية الأبعاد: فتيل بحجم 1.75 مم، على سبيل المثال، وفوهة بحجم 0.4 مم – وهنا أيضًا، يوجد ضغط يتسبب في زيادة تدفق الفتيل من الفوهة مما يؤدي إلى هذه الخيوط. من الناحية النظرية، بالطبع، لا ينبغي أن يحدث هذا، ولكن هناك بعض الأشياء التي يمكنك وضعها في الاعتبار للتأكد من أن الفتيل المنصهر يتم تطبيقه حقًا فقط على تلك الأجزاء من الطباعة التي تريدها حقًا.
ماذا يمكنك أن تفعل حول التوتير في الطباعة ثلاثية الأبعاد؟
لتجنب الاضطرار إلى التعامل مع التوتير عند الطباعة ثلاثية الأبعاد، هناك بعض الأشياء التي يمكنك ضبطها قبل الطباعة لتجنب هذه السلاسل المزعجة في النهاية. نبدأ من النقطة الأكثر وضوحًا على الأرجح: درجة الحرارة. نحن نعلم أنه كلما زاد عدد الخيوط يتم تسخينها، كلما زادت سيولة. وكلما زادت السوائل، زادت احتمالية تقطيرها من الفوهة أثناء الطباعة. الآن، على الجانب الآخر، إذا كانت درجة الحرارة منخفضة جدًا، فلن تتمكن من إذابة الفتيل بشكل كافٍ، مما يحد من عملية الطباعة ثلاثية الأبعاد الإجمالية. لذلك عليك أن تجد أرضية وسطية مثالية تأخذ في الاعتبار درجات الحرارة التي أوصت بها الشركة المصنعة وإعدادات الطباعة الأخرى. بشكل عام، تنطبق درجات الحرارة التالية على الخيوط الأكثر استخدامًا: PLA – 180-210 ° C؛ ABS – 210-250 درجة مئوية؛ PETG – 210-230 درجة مئوية؛ PVA – 160-190 درجة مئوية TPU – 220-240 درجة مئوية. ومع ذلك، يوصى أيضًا بمراقبة حالة التوتير الكلية أثناء الطباعة ثلاثية الأبعاد والعمل وفقًا لذلك، مما يقلل درجة الحرارة بزيادات صغيرة عند حدوث التوتير.
هناك نقطة أخرى يمكن أن تساعدك على التخلص من التوتير في الطباعة ثلاثية الأبعاد وهي ضبط سرعة الحركة. إذا افترضنا أن سرعة الحركة مضبوطة على بطء شديد، أي أن فوهة الطارد تحتاج إلى وقت طويل جدًا للانتقال من النقطة A إلى النقطة B، فيمكن أن يحدث التوتير أيضًا. ومع ذلك، إذا قمنا بتغيير الإعدادات بحيث تكون عملية الطباعة أسرع، فإن الفتيل المسخن يكون لديه وقت أقل للتوتير لأن فوهة الطارد تتحرك بشكل أسرع. ما هي سرعة الحركة الأفضل هنا، بالطبع، يعتمد إلى حد ما على الطابعة ثلاثية الأبعاد نفسها، ولكن يجب أيضًا التأكد من أن سرعة الحركة ليست عالية جدًا وفي نفس الوقت لا يتم ضبط درجة الحرارة على مستوى منخفض جدًا، لأن هذا من شأنه أن يؤدي إلى نقص البثق. حل آخر هو أن هناك بالفعل بعض أدوات التقطيع التي توفر الوظيفة التي أثناء تحرك الطارد فوق المناطق التي لم تتم طباعتها،
ربما تكون أسهل طريقة لحل مراكز التوتير عند التراجع. يعني التراجع النشط ببساطة أنه عندما ينتقل الطارد في مسار لا يتم تطبيق أي ضغط عليه، فإن الفتيل يتراجع قليلاً خلال هذا الوقت حتى لا يحدث تقطر. بمجرد أن يصل الطارد إلى النقطة التي يجب أن تستمر فيها الطباعة ثلاثية الأبعاد، يتم دفع الفتيل للخارج مرة أخرى. لنأخذ مثال مسدس الغراء الساخن مرة أخرى: تخيل أنه بمجرد مقاطعة عملية اللصق، يمكنك سحب عصا الغراء يدويًا، وبالتالي تجنب شد الخيوط. ربما يكون من المفيد لك معرفة أن التراجع يتم تنشيطه بالفعل باستخدام أدوات التقطيع.
أيضًا، فيما يتعلق بصيانة الفوهة والفتيل نفسه، هناك بعض الأشياء التي يمكن أن تساعدك. من ناحية، يجب أن تتأكد دائمًا من نظافة فوهة الطابعة ثلاثية الأبعاد. إذا كانت هناك بقايا مادية في الفوهة، فهناك خطر أكبر من أن يتم ترسيب قطع الفتيل في وقت لاحق على هذه البقايا، مما يعني أنه لا يمكن إجراء الطباعة ثلاثية الأبعاد دون عوائق ويمكن أن تتشكل الخيوط. يجب أيضًا فحص الفوهة في أي حال للتأكد من عدم تلفها. بقدر ما يتعلق الأمر بالفتيل، من المهم الإشارة إلى أنه جاف، لأنه إذا تم استخدامه للطباعة في حالة رطبة، يمكن أن تنفجر الفقاعات الناتجة عن الرطوبة أثناء عملية الطباعة وتهرب من الفوهة دون رادع، والتي يمكن أن تؤدي في النهاية إلى التوتير.
الآن وقد حصلنا على نظرة عامة حول الأسباب المحتملة وكيفية إصلاحها، لا يزال من المهم أن نذكر كيف يمكنك التخلص من خيوط الخيوط الرفيعة بمجرد طباعتها. نظرًا لأنه – كما ذكرنا سابقًا – لا يوجد حل تلقائي لإزالة الخيوط، لسوء الحظ ليس لديك خيار سوى إزالتها يدويًا. لهذا، اعتمادًا على مدى تعقيد الجزء، يوصى باتباع نهج دقيق بأصابعك العارية. نظرًا لأن التوتير يتضمن خيوطًا رفيعة جدًا، فيمكن أيضًا إزالتها بسهولة باليدين.
المصدر: 3dnatives
إقراء ايضا: